Typische Montageorte
Empfohlene Montageorte für Erdungsbürsten
Unsere Erdungsbürsten sind dafür konzipiert, die Möglichkeit zu haben, diese an den verschiedensten Orten und Positionen an der Maschine zu installieren.
Vorsicht: Die Erdungsbürsten dürfen nur auf Oberflächen aus Kohlenstoffstahl oder niedriglegiertem Stahl angebracht werden und fahren. Niemals auf Aluminium, Titan, austenitischen Edelstahlsorten oder anderen Materialien mit schlechten Verschleißeigenschaften.
Bitte führen Sie niemals eine Bürste auf eine stark beanspruchte Oberfläche, insbesondere wenn Vibrationsspannungen vorhanden sind. Beispiel: Pinolenwellen, hohle Kupplungsabstandhalter, Bereiche mit Spannungskonzentration.
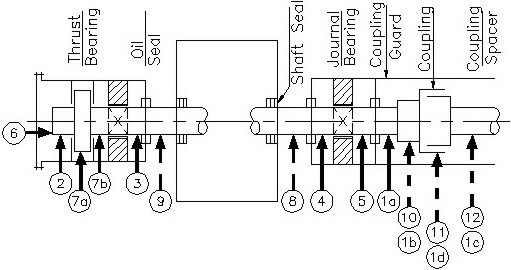
Die dargestellten Einbaumöglichkeiten im obigen Bild sind von der Reihenfolge her so festgelegt und geordnet, dass mit fortlaufender Nummerierung die Wirksamkeit sowie die Beständigkeit einer Bürste (mit zunehmender Zahl) abnimmt. Genauer gesagt geht es hierbei um die Faktoren, welche die Wirksamkeit, die Gebrauchstauglichkeit, die Umgebungsbedingungen und den Schutz vor Beschädigungen betreffen.
Montageorte 1-12
(1a) Zwischen Kupplungsnabe und Lagergehäuse, montiert auf einem Kupplungsschutz.
Nur bei integrierter Kupplungsnabe möglich!
(1b) Fährt auf der Kupplungsnabe. Nur mit leitender Kupplung (z.B. Typ "Flex-Disk" oder "Diaphragma"), plus integrierte Nabe.
(1c) Fährt auf dem Abstandshalter (Spacer) für Kupplungen.
(1a-1c) Installationen in diesen Bereichen benötigen möglicherweise Ölspray zur Kühlung und/oder zur Schmierung.
(1d) Installiert auf der äußeren Kupplungsoberfläche (Oberflächengeschwindigkeit überprüfen).
(2; 3; 4; 5) Im Lagergehäuse eingerichtet, zwischen Lager und äußerer Dichtung. Montiert auf dem Lagergehäuse. Oder in der Außenbordabdeckung des Lagerendes angebracht.
(7a) Am Außendurchmesser des integrierten Druckkragens befestigt. Windstärke, Ölstrom und Geschwindigkeit prüfen (weniger als 150 m/sek bzw. 500 ft/sec).
(7b) Einbau zwischen Axiallager und Gleitlager.
Zwischenfazit: Alle oben genannten Bereiche sind als gute Standorte anzusehen. Ist ein solcher Standort nicht möglich, kann unter Berücksichtigung von Vorsichtsmaßnahmen folgendes in Betracht gezogen werden:
(8; 9) Einbaumöglichkeiten zwischen der Gasdichtung (Dampfdichtung) und Lagergehäuse.
Häufige Nachteile sind: Schlechte Oberflächenbeschaffenheit und Rost, exponierte Umgebung, abrasive Partikel in der Luft, heißer Dampf oder Gas, das von einer Seite aus gegen die Bürste bläst, und auf der anderen Seite Ölaustritt, was zu Verharzung und Verkokung führt. Zudem ein Mangel an zuverlässiger Ölschmierung.
Fazit: Das andere Ende der Maschine weist moderatere Betriebsbedingungen auf und wird deshalb für den Einbau bevorzugt.
(10) Installiert auf einer geschrumpften Kupplungsnabe.
Mögliche Probleme sind: Durch übermäßige und starke Ströme kann sich der Bereich aufheizen, sodass sich die Nabe lösen kann.
Punktschweißen der Nabe mit der Welle, wenn hohe Ströme vorhanden sind.
Unzuverlässiger elektrischer Kontakt zwischen Nabe und Welle, insbesondere nach Reibung und/oder Korrosion und/oder hohen Strömen.
(11; 12) Eingebaut an der Kupplungshülse oder an der Distanzwelle.
Mögliche Probleme: Die Probleme sind dieselben wie oben bereits angeführt. Hinzu kommt, dass die Wellenströme durch die Koppelzähne fließen müssen. Dies kann zu einer Verschlechterung der Zähne mit einem anschließenden Blockieren der Kupplung führen, sodass Vibrationen und ein möglicher Ausfall der Kupplung und/oder des Axiallagers drohen können.
Wichtig: Die beschriebenen Probleme bei (11) und (12) treten nicht bei leitenden Kupplungen auf, z.B. bei Membrantypen ("Flex-Disk" oder "Membran").
Zusätzliche Bemerkungen und Vorsichtsmaßnahmen für Installationslösungen im Bereich (8) bis (12):
Während die Anordnungen (8) bis (12) im Vergleich zu den Anordnungen (1) bis (7) deutliche Nachteile haben, wäre es dennoch schlechter, überhaupt keine Bürsten einzubauen und zu verwenden. Das liebt darin begründet, dass die Ströme auch ohne Bürsten durch die Zähne fließen würden, sodass in dieser Folge die Zähne auch schrumpfen würden, was dann den gleichen Schaden anrichten würde, nur eben schneller und folgenreicher. Hinzu kommt, dass mit dem Einbau von bereits einer Bürste der Stromfluss überwacht werden kann, sodass darauffolgend das Gerät zur Entmagnetisierung abgeschaltet werden kann, falls die Ströme zu stark werden. Ohne Bürste würde es keine Warnungen geben, sodass ein vorgefundener Schaden bereits zu groß wäre.
Reihenfolge der bevorzugt einzubauenden Erdungsbürsten (von oben abnehmend):
- Erdungsbürste vom Typ L: Am wünschenswertesten, wenn der Platz es zulässt.
- Erdungsbürste vom Typ S: Für beengte Platzverhältnisse.
- Erdungsbürste vom Typ A: Für Nachrüstungen vor Ort oder wenn Typ L oder S nicht installiert werden können.
- Erdungsbürste vom Typ LW: Für große Turbinengeneratoren oder Propellerwellen.